In today's era of increasing environmental awareness, the plastic recycling and pelletizing industry plays a crucial role in reducing plastic waste and conserving resources. Plastic granulators are essential equipment in this process, enabling the transformation of waste plastics into valuable raw materials for reuse.
Table of contents:
I. The working Principle of Plastic Granulators
II. Types of Plastic Granuators Commonly Used in the Industry
III.Adantages of Using Plastic Granulators in Recycling
IV. Chanllenges and Solutions in the Use of Plastic Granulators
I. The Working Principle of Plastic Granulators
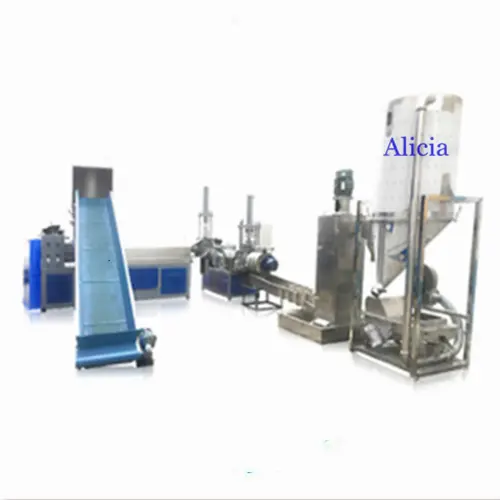
Plastic granulators operate based on a relatively straightforward yet effective mechanism. Firstly, waste plastics, which can come from various sources such as discarded plastic products, industrial plastic scraps, and packaging materials, are collected and sorted. These plastics are then fed into the hopper of the granulator. Inside the machine, a powerful rotating cutter system is at work. The cutter, usually consisting of sharp blades, rotates at high speed. As the waste plastics enter the cutting chamber, they are shredded into small pieces by the continuous action of the rotating blades. This initial shredding process breaks down the plastics into more manageable fragments, preparing them for the subsequent pelletizing stage.
After shredding, the plastic fragments are further processed through heating and melting. The granulator is equipped with heating elements that raise the temperature of the plastic material to its melting point. This melted plastic is then forced through a die plate with small holes. As the molten plastic passes through these holes under pressure, it takes on the shape of uniform pellets. Finally, these newly formed pellets are cooled and solidified, ready to be used as recycled raw materials in the manufacturing of new plastic products.
II. Types of Plastic Granulators Commonly Used in the Industry
- Single-screw Granulators: These are widely used due to their simplicity and reliability. The single screw rotates within a barrel, conveying the plastic material forward while simultaneously applying shear force to melt and homogenize it. They are suitable for processing a variety of thermoplastic materials and are often favored for small to medium-scale recycling operations.
- Double-screw Granulators: Offering more advanced capabilities, double-screw granulators feature two intermeshing screws. This design provides enhanced mixing and shearing action, making them highly efficient in handling complex plastic formulations and materials with different melting points. They are capable of achieving a higher degree of homogenization and are commonly used in industrial applications where precision and quality control are crucial.
- Underwater Granulators: As the name suggests, this type of granulator operates underwater. The molten plastic is extruded directly into a water-filled chamber. The rapid cooling provided by the water results in pellets with a smooth surface finish and excellent dimensional stability. Underwater granulators are particularly well-suited for producing high-quality pellets for applications that demand strict specifications, such as in the production of engineering plastics.

III. Advantages of Using Plastic Granulators in Recycling
- Resource Conservation: By converting waste plastics into reusable pellets, plastic granulators significantly contribute to the conservation of natural resources. Instead of relying solely on virgin plastic materials derived from petroleum, recycled pellets can replace a significant portion of the raw material input in plastic manufacturing, reducing the demand for fossil fuels and minimizing environmental impact.
- Cost-Effectiveness: Recycling plastics through granulation can lead to substantial cost savings for manufacturers. The cost of purchasing virgin plastics is often higher than that of using recycled pellets, especially when considering the long-term and large-scale production. Additionally, in many regions, there are incentives and subsidies available for companies engaged in plastic recycling, further enhancing the economic viability of using granulators.
- Waste Reduction: The plastic recycling and pelletizing process helps mitigate the problem of plastic waste accumulation. Landfills and oceans are already burdened with vast amounts of plastic debris, which poses a serious threat to the ecosystem. By recycling plastics on-site or at dedicated facilities, the amount of waste sent to landfills is reduced, and the risk of plastic pollution is mitigated.
- Versatility in Product Applications: The recycled pellets produced by granulators can be used in a wide range of plastic products. From packaging materials like plastic bags and containers to construction materials, automotive components, and consumer goods, the versatility of recycled plastics allows them to find applications across various industries, providing a sustainable alternative to virgin materials.
IV. Challenges and Solutions in the Use of Plastic Granulators
- Material Contamination: One of the major challenges is dealing with contaminated waste plastics. Plastics collected from different sources may contain impurities such as dirt, paper labels, metal fragments, and other non-plastic substances. These contaminants can affect the quality of the recycled pellets and even damage the granulator equipment. To address this issue, advanced sorting and pre-cleaning processes are essential. Magnetic separators can be used to remove metal contaminants, while air classification and washing systems can help eliminate dirt and other debris.
- Quality Control: Ensuring consistent quality of the recycled pellets is crucial for their successful integration into manufacturing processes. Variations in the properties of waste plastics, such as different polymer types, melt flow rates, and additives, can lead to inconsistent pellet quality. Implementing strict quality control measures, including regular sampling and testing of the pellets for properties like size distribution, melt index, and mechanical strength, is necessary. Additionally, process optimization and calibration of the granulator parameters can help maintain stable production quality.
- Energy Consumption: The operation of plastic granulators, especially those involving heating and melting processes, consumes a significant amount of energy. High energy costs can impact the overall economic feasibility of recycling operations. To reduce energy consumption, energy-efficient granulator designs are being developed. These include improved insulation of the heating chambers, optimized screw geometries for better energy transfer, and the use of waste heat recovery systems to reuse the heat generated during the process.
In conclusion, plastic granulators are indispensable tools in the plastic recycling and pelletizing industry. Their ability to transform waste plastics into valuable recycled pellets not only addresses the environmental challenges posed by plastic waste but also offers economic benefits and promotes sustainable development. As technology continues to advance, we can expect further improvements in granulator design and operation, leading to more efficient and widespread use of recycled plastics in various industries.



 Why are closed-circuit cooling towers needed to make cheese?
Why are closed-circuit cooling towers needed to make cheese?
 closed-circuit cooling tower systems for process cooling applications
closed-circuit cooling tower systems for process cooling applications
 How are chillers used in the cosmetics manufacturing industry?
How are chillers used in the cosmetics manufacturing industry?
 How are water chillers used in the detergent manufacturing industry?
How are water chillers used in the detergent manufacturing industry?


